- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


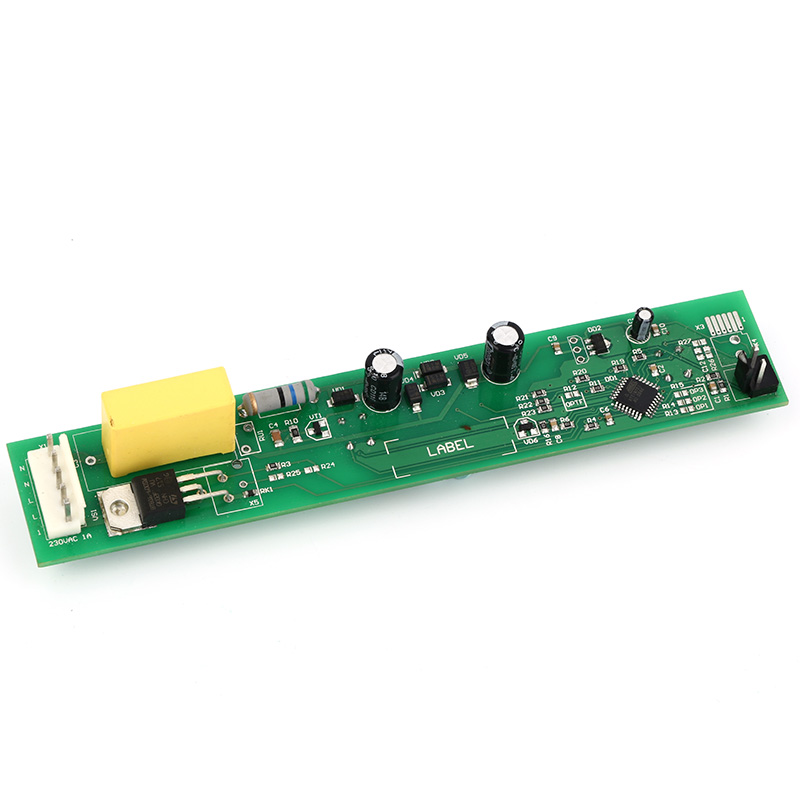
машина за перење PCBA
Unixplore Electronics е кинеска компанија која се фокусира на создавање и производство на првокласна машина за перење PCBA од 2008 година. Имаме сертификати за стандардите за склопување на PCB ISO9001:2015 и IPC-610E.
Модел:UE-205
Испрати барање
Опис на производот
Како да се користи црвен лепак изработка кога за време на процесот на склопување на машината за перење PCBA
Unixplore Electronics е посветена на развојот и производството на висококвалитетнимашина за перење PCBA во форма на OEM и ODM тип од 2011 година.
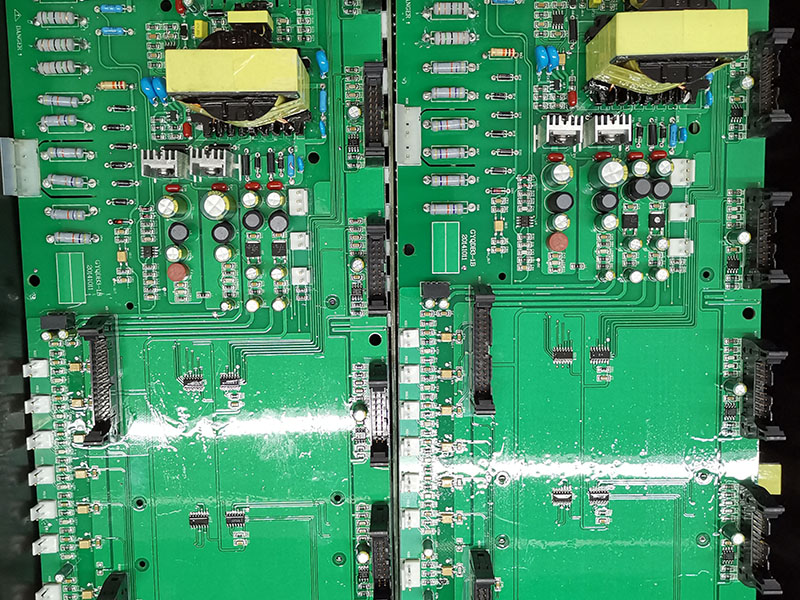
Во склопувањето на PCBA на машината за перење, црвен лепак се користи за да помогне во фиксирањето и заштитата на компонентите, подобрувајќи ја доверливоста и издржливоста на плочката. Следниве се општите чекори за користење на црвен лепак:
Подготовка:Подгответе го потребниот црвен лепак и алатки, осигурувајќи се дека работната површина е чиста и уредна.
Одредете ја локацијата на апликацијата:Врз основа на дизајнот на PCBA на машината за перење и барањата за локација и поврзување на компонентите, одредете ги местата каде што треба да се нанесе црвен лепак.
Нанесување црвен лепак:Користејќи соодветни алатки (како шприц или рачен апликатор), рамномерно нанесете го црвениот лепак или точките на местата на плочката на колото што треба да се поправат. Погрижете се црвениот лепак да ја покрие областа на која и треба заштита, но не нанесувајте премногу за да избегнете да влијаете на нормалното поврзување на компонентите.
Лекување црвен лепак:Според барањата за стврднување на црвениот лепак (обично во рерна со контролирана температура или со стврднување со УВ), ставете ја машината за перење PCBA во соодветна средина за да се стврдне црвениот лепак. Погрижете се времето и температурата на стврднување да ги задоволат препораките на производителот на црвениот лепак.
Чистење:Откако црвениот лепак целосно ќе се стврдне, внимателно исчистете го вишокот црвен лепак, осигурувајќи се дека тоа нема да влијае на нормалното функционирање на PCBA на машината за перење. За чистење може да се користат специфични средства или алатки за чистење.
Инспекција и тестирање:Машината за перење PCBA фиксирана со црвен лепак треба да се прегледа и тестира за да се обезбеди правилно поврзување на компонентите, непречено коло во машината за перење и дека нанесувањето црвен лепак не влијае на перформансите на плочката.
Со правилно користење на црвен лепак, компонентите на PCBA на машината за перење може ефективно да се фиксираат и заштитат, подобрувајќи ја доверливоста и стабилноста на плочата. За време на работата мора да се почитуваат безбедносните мерки на претпазливост и почитувањето на барањата за стврднување на црвениот лепак за да се обезбеди квалитетот на склопувањето и доверливоста на PCBA на машината за перење.
گھریلو آلات پی سی بی اے (طباعت شدہ سرکٹ بورڈ اسمبلی) پروسیسنگ میں پروڈکشن کی رکاوٹیں ایک عام چیلنج ہیں ، جس سے پیداوار کی کارکردگی اور مصنوعات کے معیار کو متاثر ہوتا ہے۔ پیداوار کی کارکردگی کو بہتر بنانے اور پیداواری لاگت کو کم کرنے کے لئے ان رکاوٹوں کو حل کرنا بہت ضروری ہے۔ اس مضمون میں مزید موثر پیداوار کے عمل کو حاصل کرنے کے لئے پی سی بی اے پروسیسنگ میں پروڈکشن کی رکاوٹوں کی شناخت اور حل کرنے کا طریقہ دریافت کیا جائے گا۔
* Гербер-датотеката и списокот BOM обезбедени од клиентот
* Произведена гола ПХБ, компоненти купени од нас
* Изработка на ПХБ со целосно склопени делови
* 100% функционално тестиран во ред пред испораката
* Процес на производство без олово, усогласен со RoHS
* Брза испорака, со независен ESD пакет
* Еднократна електронска услуга за производство за дизајн на ПХБ, распоред на ПХБ, производство на ПХБ, набавка на компоненти, склопување на ПХБ SMT и DIP, програмирање на ИЦ, функционален тест, пакување и испорака
* Произведена гола ПХБ, компоненти купени од нас
* Изработка на ПХБ со целосно склопени делови
* 100% функционално тестиран во ред пред испораката
* Процес на производство без олово, усогласен со RoHS
* Брза испорака, со независен ESD пакет
* Еднократна електронска услуга за производство за дизајн на ПХБ, распоред на ПХБ, производство на ПХБ, набавка на компоненти, склопување на ПХБ SMT и DIP, програмирање на ИЦ, функционален тест, пакување и испорака
Unixplore Способност за склопување на ПХБ и ПХБ
| Параметар | Способност |
| Слоеви | 1-40 слоеви |
| Тип на склопување | Преку дупка (THT), површинско монтирање (SMT), мешано (THT+SMT) |
| Минимална големина на компоненти | 0201 (01005 метрички) |
| Максимална големина на компонента | 2,0 во x 2,0 во x 0,4 инчи (50 mm x 50 mm x 10 mm) |
| Типови на пакети на компоненти | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP, итн. |
| Минимална подлога | ● Конформална обвивка вклучувајќи селективен лак за обложување, саксии со епоксидна смола |
| Минимална широчина на трага | 0,10 mm (4 мил) |
| Минимален клиренс на трага | 0,10 mm (4 мил) |
| Минимална големина на дупчалка | 0,15 мм (6 мил.) |
| Максимална големина на табла | 18 во x 24 инчи (457 mm x 610 mm) |
| Дебелина на табла | 0,0078 инчи (0,2 мм) до 0,236 инчи (6 мм) |
| Материјал на табла | CEM-3, FR-2, FR-4, High-Tg, HDI, алуминиум, висока фреквенција, FPC, Rigid-Flex, Rogers, итн. |
| Површинска завршница | OSP, HASL, Flash Gold, ENIG, Gold Finger итн. |
| Тип на паста за лемење | Оловен или безоловен |
| Дебелина на бакар | 0,5 OZ - 5 OZ |
| Процес на склопување | Reflow лемење, лемење со бранови, рачно лемење |
| Методи на инспекција | Автоматска оптичка инспекција (AOI), рендген, визуелна инспекција |
| Методи за тестирање во куќата | Функционален тест, тест со сонда, тест за стареење, тест со висока и ниска температура |
| Време на пресврт | Земање примероци: 24 часа до 7 дена, масовно трчање: 10 - 30 дена |
| Стандарди за склопување на ПХБ | ISO9001:2015; ROHS, UL 94V0, IPC-610E класа ll |
Unixplore EMS услуга со додадена вредност
● Услуга за предпрограмирање на IC со датотека во формат наHEX,ЕЛФиBIN.
● машина за перење PCBA Функционален тест тела приспособен според барањата за тестирање на клиентот
● Услуга за градење кутии, вклучувајќи мувла за пластична и метална кутија и производство на делови
● Конформална обвивка вклучувајќи селективен лак за обложување, саксии со епоксидна смола
● Склоп на жица и кабел
● Склопување на готов производ вклучувајќи кутија, екран, мембрански прекинувач, етикетирање и приспособено пакување картонски или кутии за малопродажба.
● Различни тестови од трети лица за PCBA се достапни на барање
● Помош за сертификација на производи
● машина за перење PCBA Функционален тест тела приспособен според барањата за тестирање на клиентот
● Услуга за градење кутии, вклучувајќи мувла за пластична и метална кутија и производство на делови
● Конформална обвивка вклучувајќи селективен лак за обложување, саксии со епоксидна смола
● Склоп на жица и кабел
● Склопување на готов производ вклучувајќи кутија, екран, мембрански прекинувач, етикетирање и приспособено пакување картонски или кутии за малопродажба.
● Различни тестови од трети лица за PCBA се достапни на барање
● Помош за сертификација на производи
Процедура за производство на PCBA
-

1.Автоматско печатење на паста за лемење
-
2.направено печатење со паста за лемење
-

3.SMT изберете и место
-
4.SMT изберете и место готови
-
5.подготвен за повторно лемење
-
6.направено повторно лемење
-
7.подготвени за АОИ
-

8.Процес на инспекција на AOI
-

9.Поставување на THT компонента
-

10.процес на лемење со бранови
-
11.THT собранието е завршено
-

12.AOI инспекција за THT склопување
-

13.IC програмирање
-
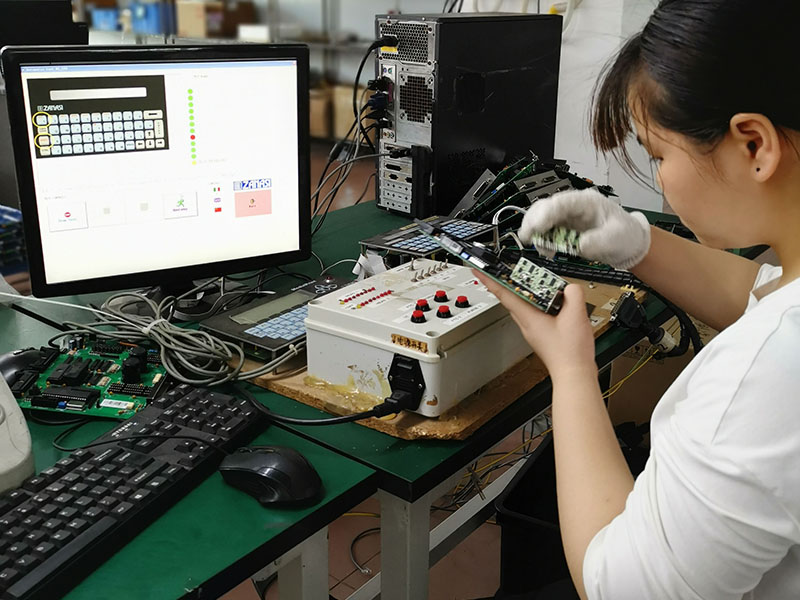
14.функционален тест
-
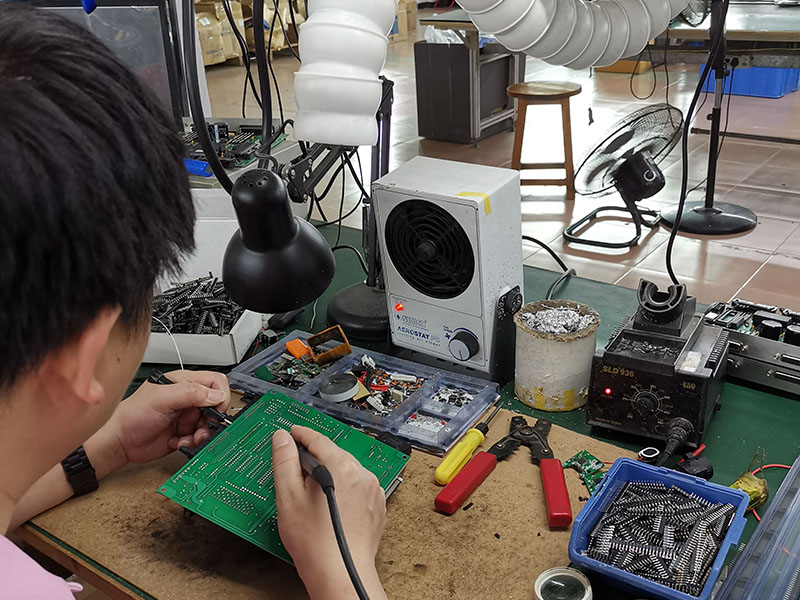
15.КК проверка и поправка
-
16.PCBA конформален процес на обложување
-

17.ESD пакување
-

18.Подготвени за испорака
Пакување
За PCBA
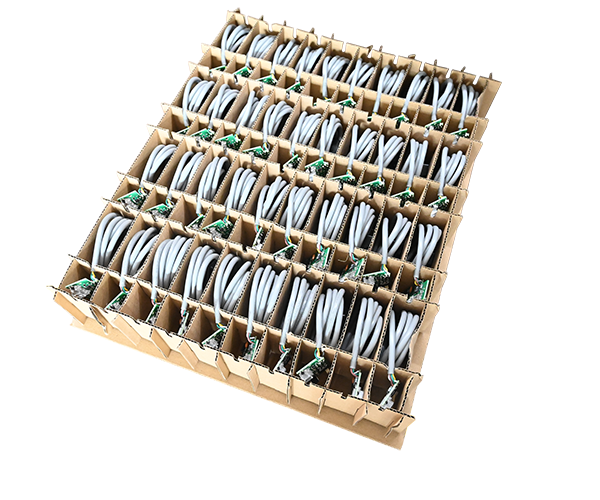

За готов производ


Жешки тагови: машина за перење PCBA, Кина, производители, добавувачи, фабрички, приспособени, евтини, квалитетни, напредни, CE, 1 година гаранција, цена
Поврзана категорија
PCBA апарати за домаќинство
Индустриска контрола PCBA
Автомобилски PCBA
PCBA за потрошувачка електроника
Медицинска опрема PCBA
Безбедносен систем PCBA
PCBA за здравствена заштита
LED осветлување PCBA
IoT PCBA
Електрична градинарска алатка PCBA
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.